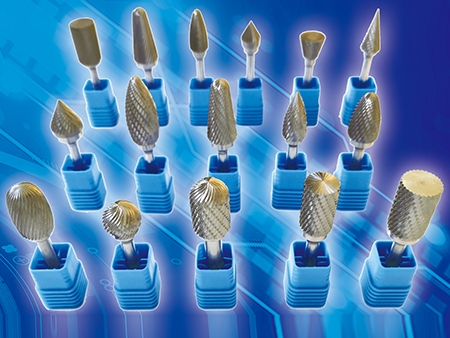
一、旋转锉的用途
硬质合金旋转锉有名钨钢磨头等。锉头材料有YG10、YG8、YG7、YG6X、专配钨合金 等。用于精铸件、车船、阀业、军工、医疗等行业,对工件进行打磨光整,精加工。本锉由刀头刃部和夹柄部组成,分焊接和整体合金二种结构;刀头外形用英文字母表示,刀头刃直径、刃长、柄直径、锉总长用数字表示(毫米);齿形有标准齿M、细齿F、粗齿C典型三种;不同的齿形和材质其用途不同,其价格也不同,用方应和供方勾通调整。
订货型号举例:AX1020M06-90, A刀头外形为圆柱型,X刀头齿刃为双刃,不写X应为单刃,但常会省略;10即刀头刃直径为10(毫米),20刀头刃长度为20(毫米),M表示该锉为标准齿刃,也称中齿;06夹柄直径为6(毫米);90该锉总长为90(毫米),总长不表注尺寸的表示该锉为标准长度,即夹柄长度40或45毫米均可;型号中间E表示为软轴旋转锉;
标准齿M(单刃和双刃):用于钢件、精铸件等的精加工;双刃即交叉齿,利于分屑,可交替用于软硬材料的切削,用于精铸不锈钢、淬火钢等打磨光整。细齿F:主要用于医疗和美甲锉。
特粗齿c单刃:用于铝、铜、家具等较软工件的打磨,。
二、旋转锉的性能特点
加工硬度可达<HRC70;是砂轮和高速钢刀具无法比拟的,且无粉尘,加工效益高。 旋转锉主要装夹于电动或风动工具驱动上,转速一般为6000-40000转/分,使用时需把刀具夹紧、夹正,切削方向应从右向左均匀移动,不能往复切削,同时不要用力过猛,工作时防止切削飞散,请用防护眼镜。
三、操作须知
由于操作时要将旋转锉装嵌在打磨机器上,并进行手工控制,所以锉受的压力和进给速度决定于工作的条件以及操作人员的经验技能。虽然熟练的操作员能将压力和进给速度掌握在合理的范围之内,但这里还是要说明强调一下:首先,要避免在研磨机的速度变小的情况下补充施加太大的压力,这样会使锉具过热、容易变钝;其次,尽可能的使刀具最大程度的接触工件,因为这样更多的切刃能深入工件,加工效果能变得更好;最后,要避免锉柄部分接触到工件,因为这样会使锉具过热,并能损伤甚至毁坏铜焊接头。
要及时更换或重锐已经变钝的锉头,以防其彻底毁坏。变钝的锉头切削起来很慢,这样不得不加大研磨机的压力以提升速度,而如此一来势必会对锉具和研磨机造成损害,其耗费的损失要远大于更换或重锐钝锉头的成本。操作时可配合使用润滑剂,液态蜡润滑剂和合成润滑剂较为有效,
可将润滑剂定期地滴加到锉头。
四、磨销速度
较高的运行速度对于有效和经济地使用圆锉头十分重要。较高的运行速度也对于减少锉槽的切屑集结很有帮助,同时还更有助于切削工件角落部分以及减少了出现切削干扰或楔偏的可能。不过这也会使锉柄断裂的可能性增加。
硬质合金旋转锉运行速应该在1,500至3,000表面英尺每分。按照这个标准,可有很多种类的旋转锉供研磨机选择。比如:30,000-转数的研磨机可选择直径5~10mm的锉;22,000-转数的研磨机可选择直径6~13mm的锉。假设一台22,000-转数的研磨机经常发生故障,那可能是转数太少的缘故。所以我们建议您要经常检查研磨机的空压系统以及密封装置。
选择增加合理的运行速度能改善加工质量、延长刀具寿命,但可能引起锉柄断裂;降低速度有助于迅速的削去物质,但可能引起系统过热、切削品质出现波动等弊病。硬质合金旋转锉是瞬时快
速飞削打磨,取代高速钢刀具打磨时,应增加合理的运行速度,避免刀头过热变钝,调整好锉头的齿形和外形大小,同生产方时常勾通生产工艺,以达到理想的性价比。
运行速度推荐
|
刃径(mm) |
1.5 |
2.4 |
3.0 |
4.0 |
4.8 |
6.0 |
8.0 |
9.2 |
12.7 |
15.8 |
19.0 |
|
回转数(万) |
5.5 |
4.5 |
4.0 |
3.5 |
3.2 |
2.8 |
2.4 |
2.0 |
1.5 |
1.2 |
1.0 |
 咨询热线
咨询热线